Schnellsuche
Hier finden Sie die wichtigsten Infos:
Produktgruppen und empfohlene Verfahren
Empfohlene Verfahren: MJF, PolyJet, FDM,
Für die schnelle Prototypenentwicklung bieten wir mehrere Verfahren an. Das Multi Jet Fusion (MJF)-Verfahren ermöglicht hochstabile Teile aus Nylon (PA12) mit hoher Detailgenauigkeit.
PolyJet ist ideal für die Erstellung von Prototypen mit verschiedenen Farben und Formen.
Das FDM-Verfahren bietet eine kostengünstige Option mit hoher Formenvielfalt.
Empfohlenes Verfahren: FDM, MJF, PolyJet
Wenn es um künstlerische Projekte geht, empfehlen wir in der Regel das FDM-Verfahren. Es ermöglicht die Erstellung von Kunstobjekten mit der Möglichkeit zur Veredelung nach Ihren Vorstellungen.
Für mehrfarbige Objekte oder Teile welche komplette Formfreiheit benötigen kommt das MJF- oder PolyJet-Verfahren zum Einsatz.
Empfohlenes Verfahren: MJF, FDM
Für technische Bauteile bieten wir vorrangig das MJF-Verfahren an. Wenn die Teile jedoch gewisse Dimensionen oder Budget übersteigen empfehlen wir das FDM Verfahren zur Realisierung des Projektes.
Empfohlenes Verfahren: FDM oder MJF
Unser FDM-Verfahren ist ideal für die Herstellung von Alltagshelfern und Nachbildungen von defekten Teilen im Haushalt. Es bietet eine kostengünstige Lösung und ermöglicht die Umsetzung verschiedener Formen und Designs.
In besonderen Fällen kann auf das MJF-Verfahren ausgewichen werden.
Empfohlenes Verfahren: FDM
Da hier die Optik in den meisten Fällen keine Rolle spielt preist sich hier das FDM-Verfahren an.
Beispiele sind: Flaschenpucks in der Lebensmittelindustrie, Lehren oder Aufnahmeteile bei Roboterarmen.
Empfohlenes Verfahren: FDM oder PolyJet
Prüfteile aus dem 3D-Druck stellen den kostengünstigsten Weg dar um Dimensionen und Masse ausserhalb vom CAD zu kontrollieren. Daher empfiehlt sich hier auch der FDM-Druck.
In seltenen Fällen kommt zusätzlich der PolyJet in Frage.
Konstruktionsvorgaben
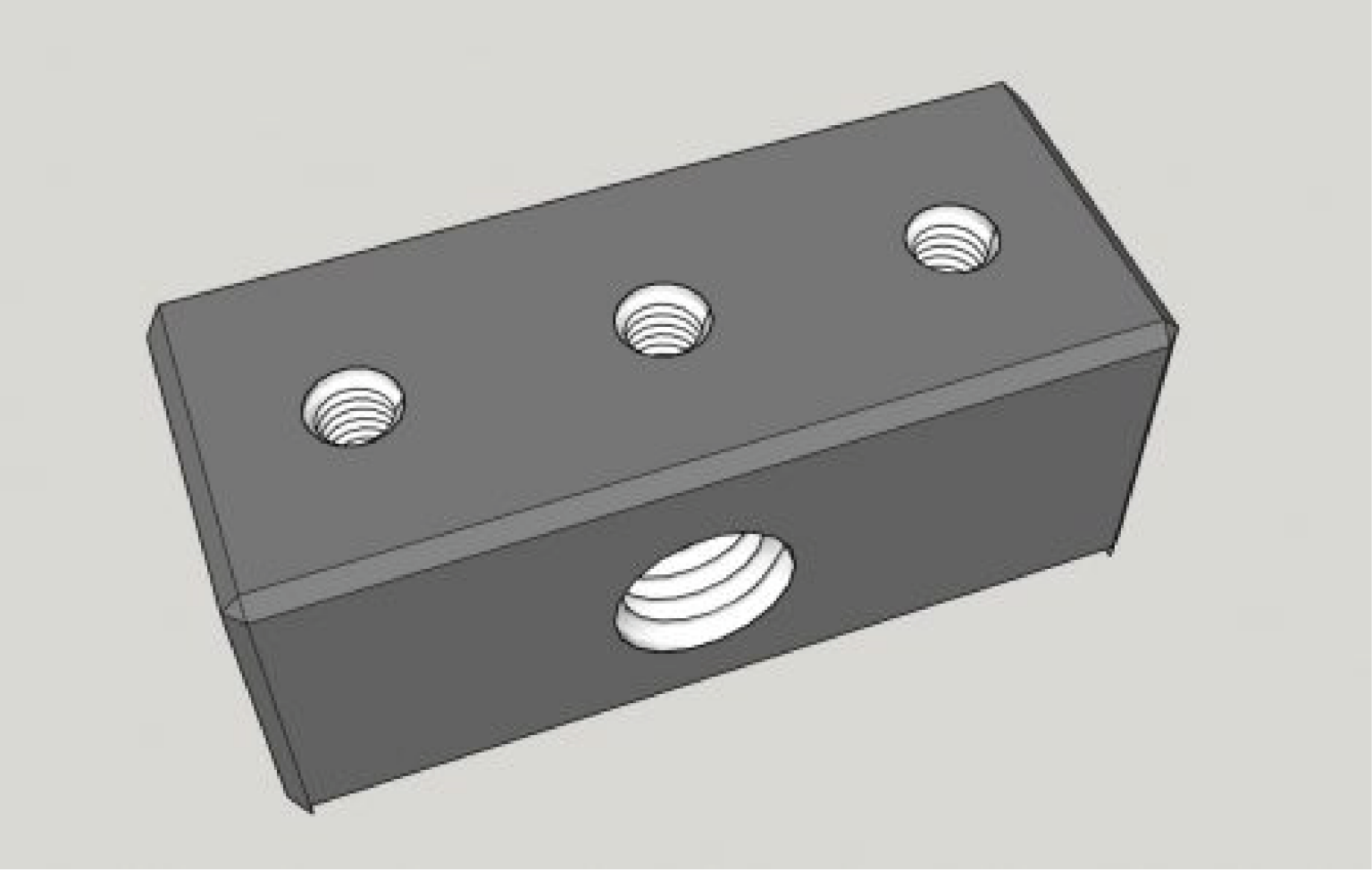
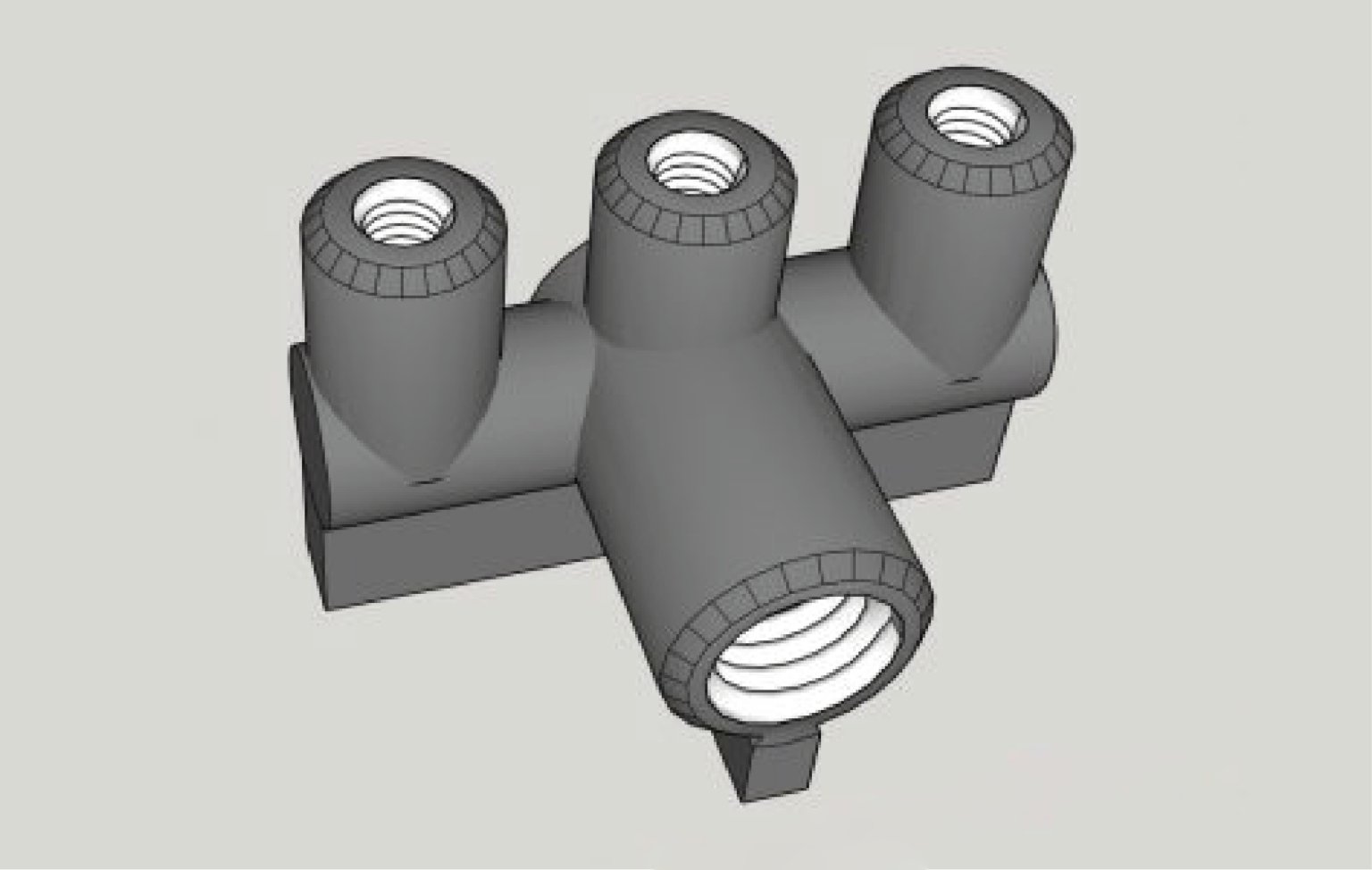
Das Umdenken von der konventionellen CNC-Bearbeitung hin zur additiven Fertigung beginnt bereits im CAD. Bei der konventionellen Fertigung wird als Ausgangsmaterial ein Block, ein Stab oder ein Rohr verwendet, welches anschließend durch spanabhebende Bearbeitung geformt wird. Beim 3D-Druck hingegen kann viel Material eingespart und eine leichtere Konstruktion erreicht werden.
Rechts sind zwei unterschiedliche Konstruktionen desselben Ventilblocks aufgezeigt, wobei die eine für die konventionelle Fertigung und die andere für den 3D-Druck optimiert ist.
Beim FDM-Verfahren beachten:
- Winkel ab 45° druckbar ohne Support.
- Wandstärken <2 mm instabil (>0.6 mm druckbar).
- Löcher >ø 2 mm empfohlen (kleinere nachbohren möglich).
- Säulen >ø 3 mm empfohlen.
- Stahlteile während des Druckens einlegen.
- Toleranzen: +/-0.3 mm beachten (+/-0.1 mm möglich).
- Modelle im oberen Toleranzbereich zeichnen (Materialschwund berücksichtigen).
- Keine unzugänglichen Hohlräume.
Beim PolyJet, MJF und SLS-Verfahren beachten:
- alle Winkel sind Druckbar
- Wandstärken sollten > 1.3 mm sein
- Löcher sollten > ø 0.5 mm sein
- Säulen sollten > ø 1.0 mm sein
- Objekte sind in der Regel voll gefüllt
- Keine unzugänglichen Hohlräume
- Beim SLA/Polyjet Verfahren können nur Photopolymere gedruckt werden.
- Toleranzen beim SLA/SLS Verfahren: +-0.2mm beim Polyjet Verfahren +-0.1mm
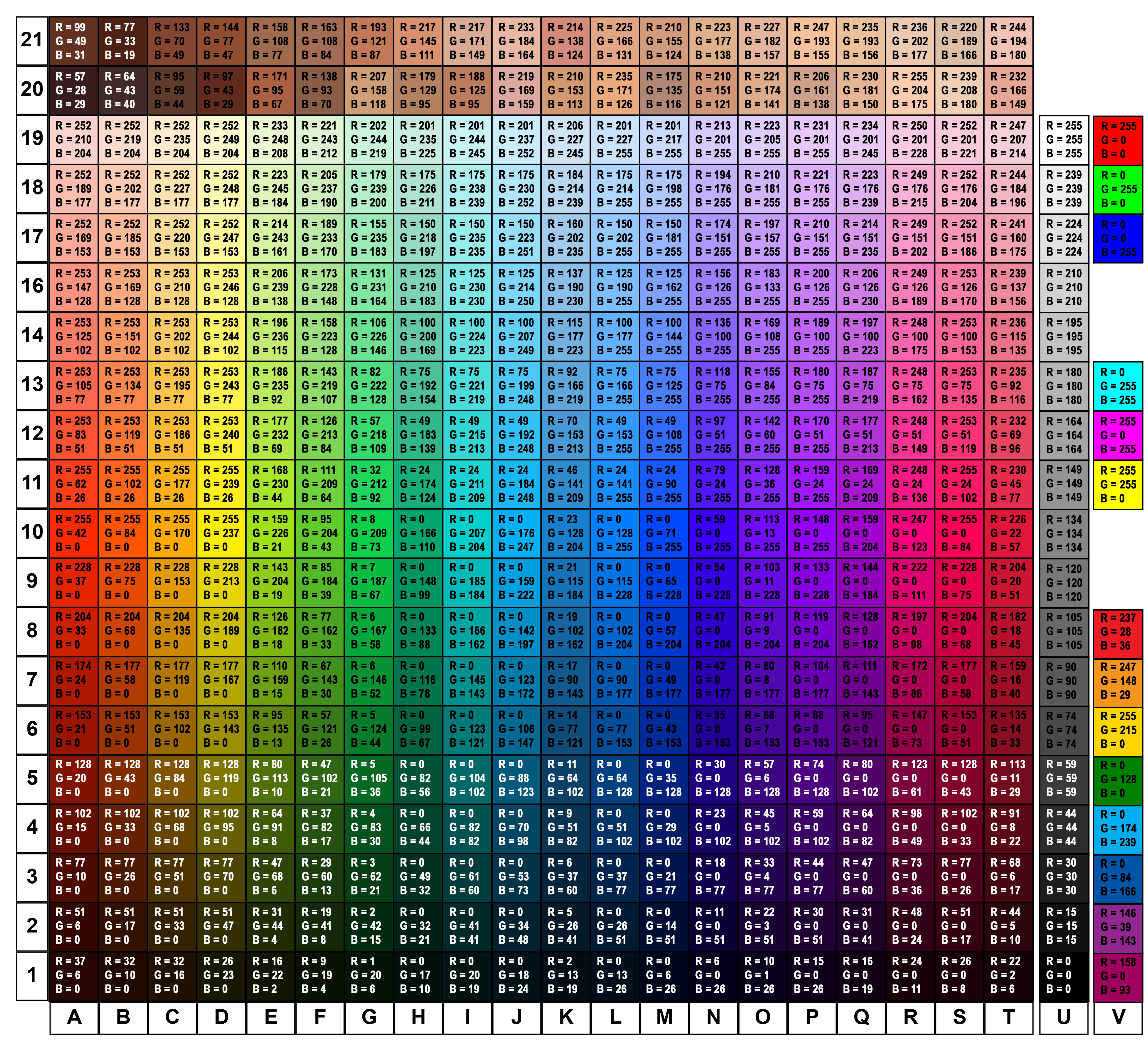
Farben & Mehrmaterialien
Farb- und Materialverwendung im PolyJet und MJF Druck
Beim 3D-Druck sind STL-Dateien unerlässlich, da sie alle notwendigen Informationen enthalten, um ein 3D-Objekt zu erstellen. Mit diesen Dateien können Sie Ihr Modell in separate Teile unterteilen, wodurch eine individuelle Farb- und Materialwahl für jedes Element möglich ist. Unsere Farbmatrix ist hierbei Ihr zuverlässiges Werkzeug und speziell auf die PolyJet- und MultiJet-Druckverfahren zugeschnitten.
{kind=link}
Besonders hervorzuheben ist die einzigartige Fähigkeit des PolyJet-Verfahrens, unterschiedliche Materialien in einem einzigen Druck zu kombinieren. Sie können beispielsweise ein Modellauto erstellen, bei dem die Karosserie aus einem harten Material und die Reifen aus einem weichen, gummiähnlichen Material bestehen.
Für besonders detaillierte Drucke, wie den Vollfarb- oder Fotodruck, sind 3MF Dateien nötig welche zusätzlich zu den Form-
informationen auch Farbinformationen enthalten.

Farbgebung durch RAL-Lackierung und Filamentfarben
Neben den technischen Aspekten der Material- und Farbwahl gibt es noch andere Wege, Farbe in Ihre 3D-Modelle zu bringen. Hier kommen RAL-Lackierungen und farbige Filamente ins Spiel.
Nach dem Druckprozess können Ihre Modelle mit RAL-Farben lackiert werden. Dies ermöglicht eine breite Palette an Farbnuancen und -kombinationen und ist besonders geeignet, um spezifische Farbtöne zu erreichen.
Des Weiteren bieten FDM-Filamente oftmals eine zusätzliche Möglichkeit zur Farbwahl. Sie sind meist in verschiedenen Farben erhältlich, wodurch sie eine einfache und effiziente Möglichkeit bieten, Farbe in Ihre Drucke zu bringen. PLA und PETG Filamente bieten hierbei in der Regel die vielfältigste Auswahl.
Für beide Farbwahlmethoden dient unser Farbprospekt als nützliche Ressource. Er bietet Ihnen eine Übersicht über die verfügbaren Farben und hilft Ihnen, die perfekte Farbe für Ihr Projekt zu finden.
Fehlerprüfung
Um Ihre 3D-Dateien zu überprüfen und mögliche Fehler zu identifizieren, empfehlen wir Ihnen, das Microsoft-Programm ‹3D Builder› zu nutzen. Dieses Programm analysiert Ihre Dateien und weist Sie auf eventuelle Probleme hin. Anschliessend haben Sie die Wahl: Entweder Sie verwenden die Reparaturfunktion des Programms, oder Sie kehren zum CAD zurück und korrigieren die Datei dort. Durch diese einfache Überprüfung können Sie potenzielle Fehler frühzeitig erkennen und sich wertvolle Zeit ersparen. Hier der Link zum 3D Builder.
Formenbau
Vorlage «Dieser Formtyp ist perfekt für den Prototypenbau, da dieser sehr kostengünstig realisiert werden kann. Projekte mit Abmassungen von >600 x 600 x 1500 mm können problemlos ausgeführt werden. Die Formgenauigkeit liegt bei kleineren
Objekten bei +/-0,2 mm und bei grossen Objekten bei +/-0,8 mm.
Formen aus PEEK oder ULTEM eignen sich auch für das Verarbeiten von Thermoplasten und Elastomeren auf konventionellen Spritzgussanlagen.»
«Diese Formen sind ein wahres Wunderwerk aus dem 3D-Drucker. Haben Sie sich nicht auch schon gewünscht, Ihr Spritzgussteil innert Wochenfrist in den Händen zu halten? Mit diesen Systemen ist dies ab einem Toleranzbereich von +/-0,1 mm
ohne Weiteres möglich.
Sie können die Spritzgiesserei Ihres Vertrauens anweisen, mit uns Kontakt aufzunehmen. Wir produzieren die Gussform dann nach dessen
Vorgaben im 3D-Verfahren. Diese kann innert 3 Werktagen bei der Spritzgiesserei sein.
Mit einer solchen Form können bis über 100 Stück des Endprodukts hergestellt werden. Die Formkosten belaufen sich
meistens ab 20 % einer Form aus Aluminium oder Stahl.»
Stabilität und Füllung
Generell drucken wir Objekte mit einer Füllung von 15-30 %, die als ‹Triangular› bezeichnet wird. Die Robustheit des 3D-gedruckten
Objekts hängt hauptsächlich von den Anzahl Wänden, Füllrate und der Ausrichtung des Objekts ab. Durch das schichtweise
Auftragen des Materials während des Druckvorgangs entsteht ein Unterschied zwischen der vertikalen und horizontalen Be-
lastungsfähigkeit. Die höchste Zugfestigkeit wird erreicht, wenn die Belastung senkrecht zu den Schichten erfolgt, also bei
einem Winkel von 90°. Wenn allerdings beide Seiten gleich belastet werden, ist es auch möglich, das Objekt in einem Winkel
von 45° zu drucken.
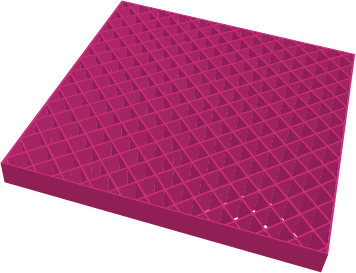
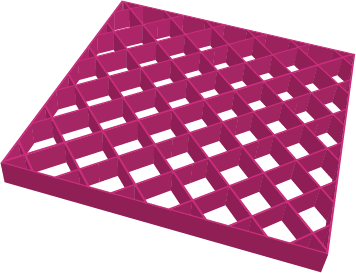
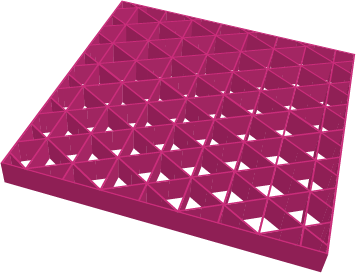
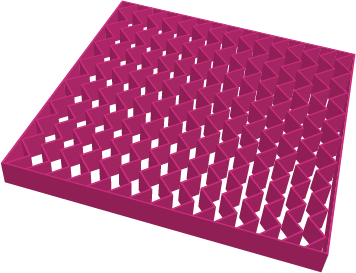
Füllung
Hier die verschiedenen Füllungstypen dargestellt in einem Quadrat:
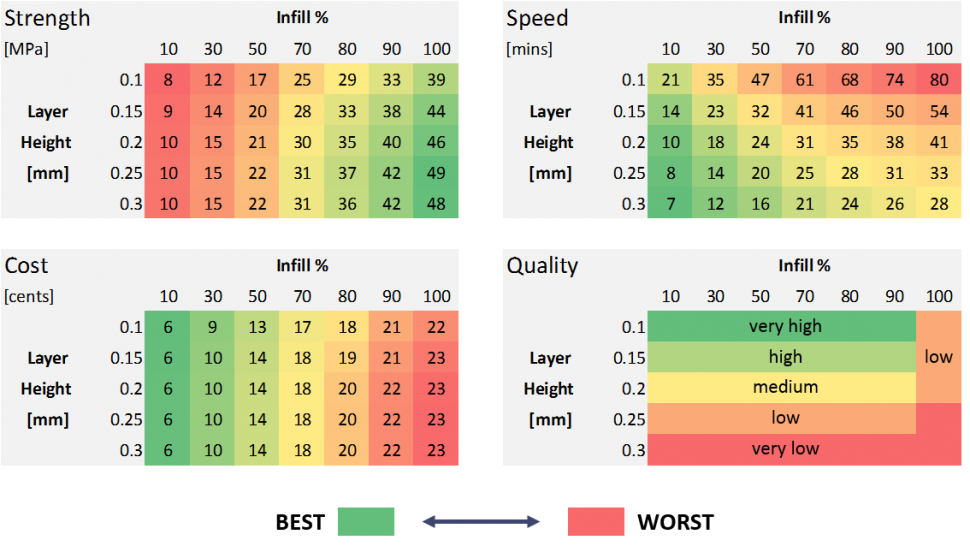
Zielkonflikte
Häufig bestimmen konkurrierende Zielsetzungen die Art und Weise, wie ein Objekt gefertigt wird. Die Firma 3D Matter hat sich intensiv mit diesem Thema befasst und eine visuelle Darstellung der vier wichtigsten Aspekte erstellt, die bei der Herstellung von Objekten eine Rolle spielen:
Typ:
Reclinear
Grid
Triangular
Wiggle
Fast Honeycomb
Full Honeycomb
Vorteil:
Schnell, wenig Material
Stabil
Stabil
Schnell
Schnell, wenig Material
Sehr stabil
Nachteil:
Nicht stabil
Längere Druckzeit
Längere Druckzeit
Nicht stabil
Mittlere Stabilität
Lange Druckzeit
Die Festigkeit (Strength), entspricht der maximalen Spannung, die die Probestäbe aufnehmen konnten, bevor sie gerissen sind.
Die Geschwindigkeit (Speed), beschreibt die Druckzeit des Probestabs.
Die Kosten (Cost), sind abgeleitet aus dem Gewicht des Probestabs. Es wurden 30Sfr./kg angenommen.
Die Qualität (Quality), hängt vom generellen Aussehen der gedruckten Teile, basierend auf ihrer Schichtdicke (Layer Height) ab.
Quelle: 3D-Matter
Sie haben zudem die Möglichkeit, die Dicke der Wände, des Deckels und des Bodens Ihres 3D-gedruckten Objekts selbst zu bestimmen. Beachten Sie bitte, dass die Stärke dieser Elemente einen erheblichen Einfluss auf die Stabilität Ihres gesamten Projekts haben kann.